
Celula de sudat PerformArc MT
Destinația și beneficiile acestui concept
- Producție de serie mică
- Grad automatizare mic
- Calitatea mai importantă decât timpul ciclului
- Nivel scăzut al investiției
Informații standard
- Masă acționată manual (MT)
- Tipuri:
- PA-MT
- PA-MT XL
- PA-MT-XXL
Dotări standard
- Panou comandă
- Hotă fum
- Două mese lucru vizibile separate
- Conectare la utilități în spatele celulei
| Model | PA-MT | PA-MT-XL | PA-MT-XXL |
| Masă de lucru [mm] | 1.000 x 600 | 1.000 x 600 | 1.000 x 600 |
| Zonă piese sudate[mm] | 1.000 x 600 | 1.500 x 600 | 1.900 x 850 |
| Încărcare masă [kg] | 250 | 250 | 250 |
| Dimensiuni [LxAxH cm] | 410 x 230 x 250 | 450 x 255 x 250 | 480 x 310 x 250 |
| Greutate [kg] | 3.200 | 3.500 | 3.600 |
| Tip Robot | TM-1400 | TM-1400
TM-1600 |
TM-1800 |
Celula de sudat PerformArc ET
Destinația și beneficiile acestui concept 
- Producție de serie a componentelor mici
- Grad automatizare mic
- Posibilitate conectări surse pneumatice
Informații standard
- Mese acționate electric(ET)
- Tipuri:
- PA-ET
- PA-ET-XL
- PA-ET-XXL
Dotări standard
- Panou control
- Hotă fum
- Două mese de lucru vizibile separate
- Conectare la utilități în spatele celulei
- Fotocelule
- Gard de protecție
| Model | PA-ET | PA-ET-XL | PA-ET-XXL |
| Mese lucru [mm] | 500 x 500 | 500 x 500 | 500 x 500 |
| Zonă piese sudate [mm] | 1.000 x 600 | 1.600 x 800 | 1.900 x 850 |
| Încărcare masă [kg] | 500 | 500 | 500 |
| Dimensiuni [LxAxH cm] | 510 x 230 x 250 | 550 x 260 x 250 | 580 x 310 x 250 |
| Greutate [kg] | 3.500 | 3.800 | 3.900 |
| Tip Robot | TM-1400 | TM-1400
TM-1600 |
TM-1800 |
Celula de sudat PerformArc ET-2PD
Destinația și beneficiile acestui concept
- Producție de serie pentru piese dimensiuni medii
- Grad automatizare mediu către înalt
- Posibilitate configurare mai mulți roboți
Informații standard
- Mese acționate electric (ET)
- Două poziționere rotire (2PD)
- Disponibilități pentru conectare la utilități
- Tipuri:
- PA-ET-2PD
- PA-ET-2PD-XL
Dotări standard
- Panou control
- Hotă fum
- Două mese lucru vizibile seperate
- Conectare la utilități în spatele celulei
- Fotocelule, Gard protecție
- Două poziționere PanaDice 250kg rotire
| Model | PA – ET – 2PD | PA-ET-2PD-XL |
| Zonă prindere piese [mm] | Ø 800 x 1.250 | Ø 1.000 x 1.600 |
| Încărcari [kg] | 250/500 | 250/500/1.000 |
| Dimensiuni [LxAxH cm] | 580 x 280 x 250 | 650 x 360 x 250 |
| Greutate [kg] | 4.300 | 5.200 |
| Tip Robot | TM-1400
TM-1600 |
TM-1400
TM-1800 |
Celula de sudat PerformArc ET-2DK
Destinația și beneficiile acestui concept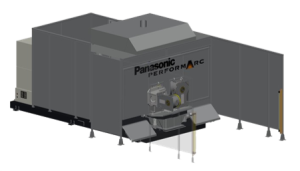
- Producție de serie piese dimensiuni medii
- Grad automatizare de la mediu la înalt
- Flexibilitate mare
- Posibilitate configurare mai mulți roboți
Informații standard
- Masă acționată electric (ET)
- Două poziționere rotire și înclinare (2DK)
- Disponibilități pentru conectare la utilități
- Tipuri:
- PA-ET-2DK
- PA-ET-2DK-XL
Dotări standard
- Panou comandă
- Hotă fum
- Două mese lucru vizibile seperate
- Conectare la utilități în spatele celulei
- Fotocelule, Gard protecție
- Două poziționere 250kg înclinare/rotire
| Model | PA-ET-2DK | PA-ET-2DK-XL |
| Zonă prindere piese [mm] | Ø 1.000 x 800 | Ø 1.000 x 800 |
| Încărcare per zonă [kg] | 250 | 250 |
| Dimensiuni [LxAxH cm] | 650 x 310 x 250 | 650 x 310 x 250 |
| Greutate[kg] | 5.000 | 5.500 |
| Tip Robot | Depinde de aplicație | |
Celula de sudat PerformArc TT-LC
Destinația și beneficiile acestui concept 
- Producție serie piese mici
- Grad automatizare mic
- Ideală cicluri sudare mici și furnizori piese mici
- Nivel investiție mic
Informații standard
- Masă-Masă low cost (TT-LC)
- Tipuri:
- PA-TT-LC
- PA-TT-2PD-LC
Dotări standard
- Panou comandă
- Hotă fum
- Două mese lucru vizibile separate
- Conectare la utilități în spatele celulei
- Uși metalice acționate pneumatic
- PA-TT-2PD-LC: doua PanaDice 250kg
| Model | PA-TT-LC | PA-TT-2PD-LC |
| Masă lucru [mm] | 1.000 x 600 | 775 x 600 |
| Zonă piese prindere [mm] | 1.000 x 600 | 800 x 775 |
| Încărcare per zonă [kg] | 400 | 250 |
| Dimensiuni [LxAxH cm] | 320 x 240 x 260 | 530 x 240 x 270 |
| Greutate [kg] | 2.500 | 3.500 |
| Tip Robot | TM-1400 | TM-1400 |
Celula de sudat PerformArc TT
Destinația și beneficiile acestui concept 
- Producție serie piese mici
- Grad automatizare mic/mediu
- Ideală pentru piese mici cu timpi sudare mici
- Control arc electric
Informații standard
- Masă-Masă (TT)
- Tipuri:
- PA-TT
- PA-TT-2PD
- PA-TT-2DK
Dotări standard
- HMI KTP 700 Basic
- Hotă fum
- TT = 2 mese lucru
- TT-2PD = 2 x Poziționere 250kg rotire
- TT-2DK = 2 x Poziționere 300 kg înclinare/rotire
- Închidere electrică rapidă a ușilor
| Model | PA-TT-2PD |
| Zonă prindere piese [mm] | Ø 800 x 1.250 |
| Încărcare per zonă [kg] | 500 |
| Dimensiuni [LxAxH cm] | 530 x 240 x 270 |
| Greutate [kg] | 4.200 |
| Tip Robot | TM-1800 |
Celula de sudat PerformArc TT-2DK
Destinația și beneficiile acestui concept 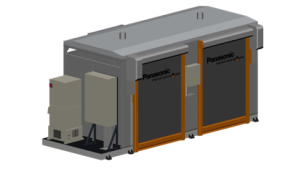
- Producție serie sau producție prototipuri
- Grad automatizare ridicat
- Ideală pentru piese geometrie complexă
- Poziționere rotire și înclinare
Informații standard
- Masă-Masă (TT)
- Tipuri:
- PA-TT-2DK
Dotări standard
- Panou comandă
- Hotă fum
- Două zone lucru vizibile separate
- Conectare la utilități în spatele celulei
- Închidere electrică rapidă a ușilor
- Două poziționere 250kg înclinare și rotire
| Model | PA-TT-2DK |
| Zonă prindere piese [mm] | Ø 1.100 x 1.000 |
| Încărcare per zonă [kg] | 300 |
| Dimensiuni [LxAxH cm] | 530 x 240 x 270 |
| Greutate [kg] | 4.400 |
| Tip Robot | TM-1800 |
Celula de sudat PerformArc H-Frame
Destinația și beneficiile acestui concept 
- Producție serie sau producție prototip
- Grad automatizare mediu catre înalt
- Pentru piese lungi/mari și piese grele
- Alimentare piese mari/ zonă de încărcare
- Acces cu motostivuitor sau macara
Informații standard
- H-(bază-)frame (H-frame)
- Tipuri:
- PA-H-Frame-LC
- PA-H-Frame-XL-LC
- PA-H-Frame
- PA-H-Frame-XL
Dotări standard
- Două stații de lucru separate
- Conectare la utilități ajustabilă
- Poziționer PanaDice 250kg rotire
- Separare sigură a stațiilor de lucru (LC) sau uși pneumatice (Standard)
| Model | PA-H-Frame | PA-H-Frame-XL |
| Zonă prindere piese [mm] | Ø 1.000 x 2.500 | Ø 1.200 x 3.000 |
| Încărcare per zonă [kg] | 250 – 1.000 | 250 – 1.000 |
| Dimensiuni [LxAxH cm] | 410 x 570 x 260 | 510 x 600 x 260 |
| Greutate [kg] | 3.000 | 3.300 |
| Tip Robot | TM-1800 | TM-2000 |
Celula de sudat PerformArc FW
Destinație și beneficii concept 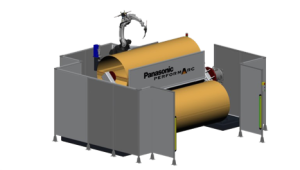
- Producție serie sau producție prototip
- Grad automatizare mediu către înalt
- Ideală pentru piese lungi și lățimi mari
- Domeniu mare de lucru
- Alimentare piese mari/ zonă de încărcare
- Acces cu motostivuitor sau macara
Informații standard
- Sistem tip roată (FW)
- Tipuri:
- PA-FW-3PD
- PA-FW-3PD-L
- PA-FW-3PD-XL
- PA-FW-3PD-XXL
Dotări standard
- Control
- Două stații lucru rotire
- Conectare la utilități ajustabilă
- Trei poziționere rotire
- Fotocelule Panasonic
- Gard protecție
| Model | PA-FW-3PD | PA-FW-3PD-L | PA-FW-3PD-XL | PA-FW-3PD-XXL |
| Zonă lucru [mm] | Ø 1.000 x 2.000 | Ø 1.200 x 2.500 | Ø 1.000 x 3.000 | Ø 1.000 x 3.500 |
| Încărcare zonă [kg] | 250/500 | 250/500 | 250/500 | 250/500 |
| Dimensiuni [LxAxH cm] | 500 x 700 x 280 | 500 x 750 x 280 | 510 x 800 x 280 | 560 x 850 x 280 |
| Greutate [kg] | 4.000 | 4.200 | 4.400 | 5.000 |
| Tip Robot | TM-1800 | TM-1800 | TM-2000 | 2x TM-1800 |














