
Tehnologia TAWERS S-AWP
Tehnologia TAWERS SUPER ACTIVE WIRE PROCESS S-AWP
Principiul S-AWP
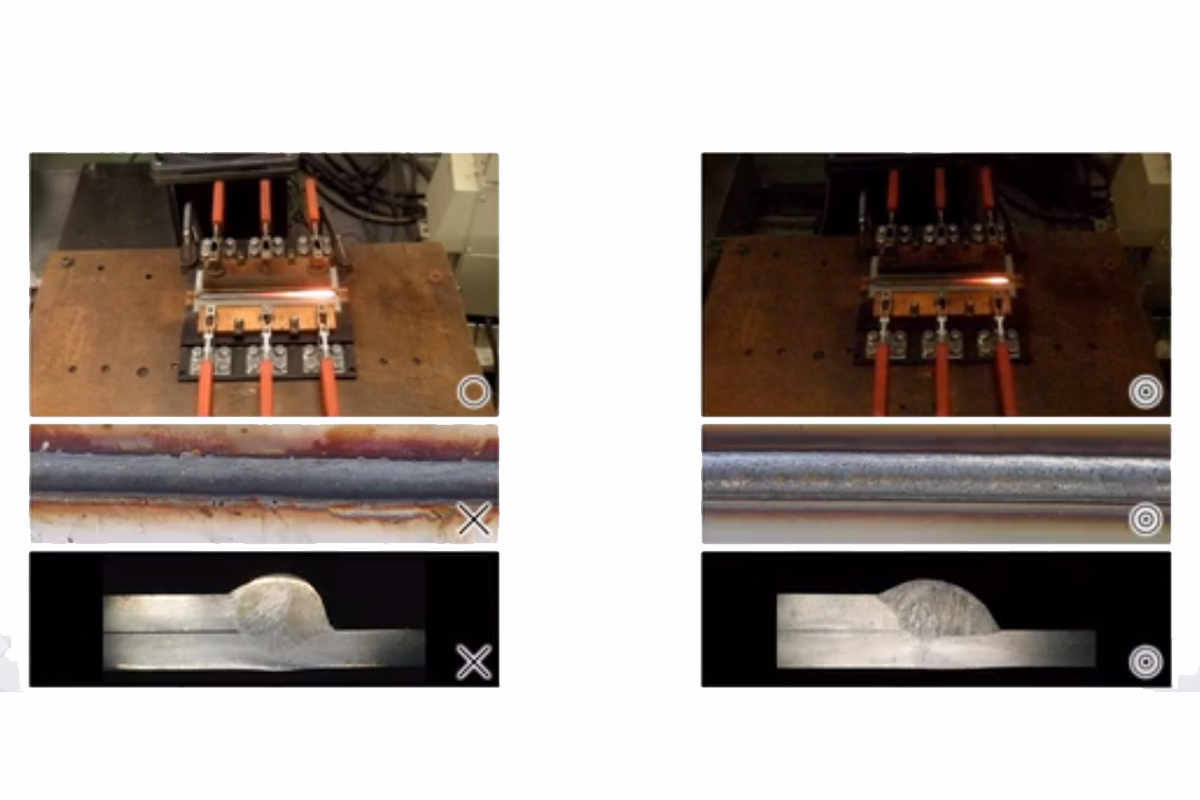
S-AWP foloseste oscilatii ale avansului sarmei de sudare combinate cu monitorizarea si modificarea continua a modului in care are loc transferul materialului de adaos in imbinarea sudata. Acest lucru duce la eliminarea aproape completa a stropilor, reducerea considerabila a zonei influentate termic si cresterea cantitatii de material de adaos depusa in imbinarea sudata. Doar pentru sudarea pieselor din otel, exista optiunea de soft HBC ( Heat Balance Control) . Este recomandat la sudarea pieselor din otel cu grosimi foarte mici.
Folosind tehnologia S – AWP se pot obtine rezultate extraordinar de bune pentru :
Softuri
PANASONIC a dezvoltat mai multe aplicatii software pentru a usura programarea robotilor, pentru a imbunatati calitatea sudurilor, pentru a ajuta managementul companiilor.
WELD NAVIGATION
Folosind acest soft , puteti obtine valori recomandate de Panasonic pentru a face sudura dvs. Trebuie doar sa urmatii pasii de mai jos:
- Alegeti una din imbinarile sudate :
- Imbinare cap la cap
- Imbinare T
- Imbinare suprapusa
- Introduceti grosimea materialului
- Introduceti adancimea imbinarii sudate
- Introduceti viteza de sudare dorita
REZULTAT
- Recomandare pentru :
- Parametrii ciclului de sudare
- Unghiul de inclinare al pistolului de sudat
- Pozitia sarmei de sudura (offset)
BENEFICII
- Aflarea usoara si rapida a parametrilor ciclului de sudare
- Reducerea timpului pentru programarea robotului
- Ajustarea manuala a parametrilor ciclului de sudare astfel obtinuti



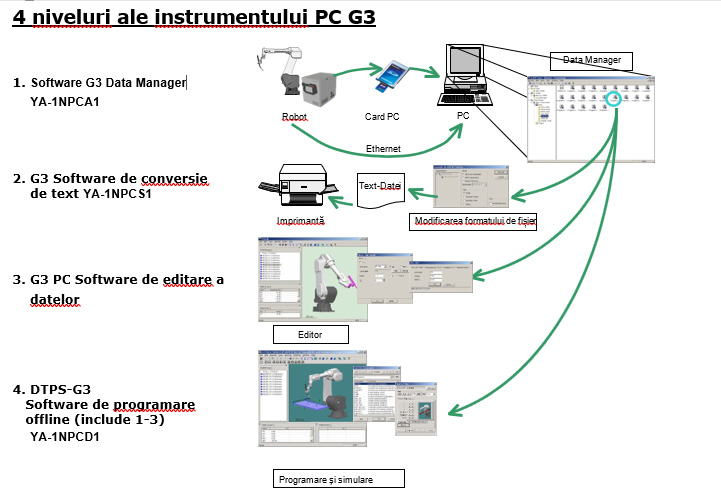
DTPS = Desk Top Programming & Simulation System
Softul DTPS a fost creat de Panasonic pentru a oferi clientilor sai posibilitatea crearii Off-line a programelor de sudare . Ulterior acest soft a fost imbunatatit, in acest moment ofera posibilitatea urmatoarelor activitati off-line:

ARC SENSOR
In timpul sudarii piesele se deformeaza datorita caldurii degajate. Acest soft foloseste informatiile colectate in timpul miscarilor tip wave a pistolului de sudat. Aceste informatii sunt stocate in fisiere diferite fata de fisierele cu programele de sudat. Principiul pe care se bazeaza aceasta functie este urmatorul: centru miscarilor wave trebuie sa fie acelasi cu centrul imbinarii sudate. Exista doua etape ale functionarii acestei aplicatii: identificarea deviatiilor stanga dreapata si ajustarea acestor deviatii. Identificarea acestor deviatii si ajustarea lor se face prin monitorizarea valorilor curentului de sudare in timpul miscarilor wave.

TOUCH SENSOR
Acest sensor se foloseste pentru a identifica devieri ale piesei de sudat. Aceste devieri se identifica folosind miscari ale manipulatorului in lungul imbinarii sudate. Aceste miscari pot fi facute prin atingerea imbinarii sudate cu varful sarmei de sudare sau cu duza de gaz. In functie de tipul de atingere folosit, pachetul complet al acestui soft cuprinde:


AUTO EXTENSION
Acest soft permite mentinerea constanta a distantei dintre duza sarmei de sudura si piesa de sudat.
Zi- TECH HD PULSE
Sudarea pieselor din otel care sunt acoperite cu un strat de Zn este posibila folosind softul Zi – HD PULSE. Se obtine o reducere a numarului de stropi in timpul sudarii. In cazul sudarii cu gaz de protectie mixt, cantitatea de stropi rezultata in timpul sudarii este cu pana la 63% mai mica decat in cazul folosirii C02 ca gaz de protectie.

Surse sudare manuala
De peste 65 ani Panasonic produce echipamente pentru sudare manuala





Panasonic ofera surse de sudare puls cu invertor si alimentatoare sarma sudura cu control prin telecomanda
pentru sudare manuala folosind procedele de sudare MIG/MAG/TIG.
Toate echipamentele se bazeaza pe ultima tehnologie digitala de la Panasonic.
Principalele caracteristici al surselor de sudare manual Panasonic sunt:
Sursa de sudare 400VP1 este sursa Panasonic pentru sudare MIG/MAG
 - edited")
Sursele de sudare 300BZ3 si 300BP2 sunt surse Panasonic pentru sudare TIG manuala
Model | YC - 300 BZ3 | YC - 300 BP2 |
Poze |  |  |
Tensiunea de intrare [V] | 400 | 200 |
Frecventa [ Hz] | 50/60 | 50/60 |
Puterea la intrare [KVA] | 10,5 | 11 |
Curentul de iesire [A] | 4 - 300 | AC/DC 300 |
Tensiunea de iesire [V] | DC22(WIG/TIG) | DC22/AC22 |
Dimensiuni [mm] | 380x510x410 | 380x510x656 |
Greutate [Kg] | 36 | 59 |
CO2 | - | - |
MIG | - | - |
MIG Puls | - | - |
MAG | - | - |
MAG Puls | - | - |
TIG DC | X | X |
TIG Puls | X | X |
TIG MIXT AC-, DC-, | - | X |